It was a great opportunity for me to participate in IIChE (Indian Institute of Chemical Engineers, NRC) Lecture Series titled “Learning with the Leaders” as a Guest Speaker. It was a great experience participating in such a learned and distinguished gathering. I thank all at IIChE (Indian Institute of Chemical Engineers, NRC) for giving me this wonderful opportunity. God Bless
I have discussed the most critical shell & tube heat exchangers that pertain to service which is high pressure/ high temperature, corrosive and dirty. These stringent requirements are in both the Fertilisers as well as Oil and Gas sector which compel us to have large size openings for ease of maintenance. These have to be pressure tight and hence we have to provide gasketed joints. The bolts to tighten these joints may go to 6″ and more in diameter. How do you open this in service? The shutdown periods are very limited because we want the plant to quickly startup again.
We have addressed these problems more than a decade ago and as such the Screw Plugs have now become a viable option.
We’ll first talk about the bypass from shell to the channel or vice versa depending on the pressure gradient.
This leakage which is not visible (internal) is responsible for the inefficiency in heat transfer, but in some processes it causes a much bigger problem where the two fluids should not mix, like in de-sulfurization and similar such cases. So this is where we’ve come up with a gasket which will not allow that. Having said that let me explain what happens to the normal gasket.
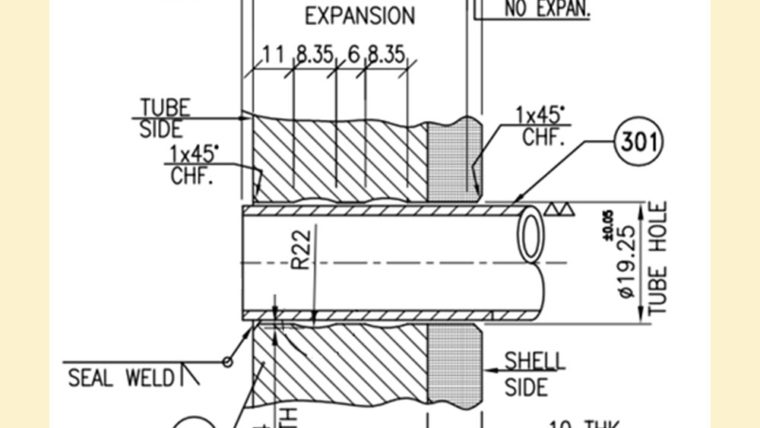
With the joint like this where fluids are at high pressure & high temperature, refining you know is not only dirty but also corrosive and so the internals are made of stainless steel that has high coefficient of expansion. The channel barrel is made of stainless steel lined low alloy steel material that has lower coefficient of expansion. The reason for not using stainless steel as a base metal is firstly because stainless steel is expensive in comparison and the wall thickness required would be much higher, as the allowable stresses go down drastically with increase in temperature in this case. We therefore are left with different metallurgies as regards the internals (non-pressure part). The pressure part is the channel barrel.
So what happens in the service?
As the temperature increases the SS internals due to higher coefficient of expansion exert a higher load on the gasket that has only been tested at ambient temperature during the hydro testing. These are Spiral wound gaskets, the steel strips wound with a layer of graphite between the strips. This gasket (as specified by the consultant) is bound to get crushed under this extra load. This has never been predicted by the consultant. We’ve have on several occasions in both CPCL and BPCL proved this and changed the gasket to Kamprofile with 100% results. Having said that, we need to understand that Kamprofile does not have the flexibility of Spiral Wound that is user friendly. Spiral Wound is also much more resilient and thereby absorbs/adopts well with uneven tightening. Kamprofile on the other hand is quite rigid and although it will not crush as the Spiral Wound, it needs utmost care in tightening. We have therefore worked out a procedure that gives us a uniform loading of the gasket where we are able to control not the torque but the axial load on the gasket. We can now say with confidence that for Screw Plugs in corrosive service the answer lies in selecting the right gasket for the shell and tube-sheet joint and in compressing it with uniform load.
Now we come to the threaded plug and why it often gets jammed and so the very purpose of choosing Screw Plugs over conventional for trouble free maintenance is defeated.
The threaded area in a channel barrel gets bell-mouth due to inadequate wall thickness in that area when designed as per the code. This of course has no reference to the accident in Japan which expelled the whole channel internals leading to a lot of chaos. We have come a long way since then and such an event is not possible anymore because we have got threads which are much more overlapping as we now have one TPI and not three to four TPI as was the earlier trend. The problem now is of another nature where the plug gets jammed because of the bell-mouthing of the channel barrel in the threaded area. The thickness after the threading is not adequate to withstand the bell-mouthing.
We have more than 40 years of experience in threaded enclosures besides the Screw Plugs and we have established correlations to work out thickness of the channel barrel wall in the threaded area as a safeguard against bell-mouthing. In simple words the ratio of wall thickness to the size of the standard nut, is not possible without providing added steel on the channel barrel in the threaded area.